Vacuum bagging (or vacuum bag laminating) is a clamping method that uses atmospheric pressure to hold the epoxy-coated components of a laminate in place until the epoxy cures. Modern room-temperature-cure epoxies like Entropy Resins eliminate the need for much of the sophisticated and expensive equipment that was required for vacuum bag laminating in the past. Thanks to epoxies like these, vacuum bagging is now a technique available to the average builder. With vacuum bagging, you can laminate a wide range of materials from traditional wood veneers to synthetic fibers and core materials.
HOW VACUUM BAGGING WORKS?
Vacuum bagging uses atmospheric pressure as a clamp to hold laminate plies together. The laminate is sealed within an airtight envelope. The envelope may be an airtight mold on one side and an airtight bag on the other. When the bag is sealed, pressure on the outside and inside of this envelope is equal to atmospheric pressure: approximately 29 inches of mercury (Hg), or 14.7 psi. As a vacuum pump evacuates air from this envelope, the air pressure inside is reduced while air pressure outside of the envelope remains at 14.7 psi. Atmospheric pressure forces together the sides of the envelope and everything within the envelope, putting equal and even pressure over the surface of the envelope. The pressure differential between the inside and outside of the envelope determines the amount of clamping force on the laminate. Theoretically, the maximum possible pressure that can be exerted on the laminate, if it were possible to achieve a perfect vacuum and remove all of the air from the envelope, is one atmosphere, or 14.7 psi. A realistic pressure differential (clamping pressure) will be 12–25 inches of mercury (6–12.5 psi).
ADVANTAGES OF VACUUM BAGGING
As with other laminating methods, you can incorporate different materials into the laminate.
You select materials to match the component’s structural requirements and your choices aren’t limited by the clamping method.
Provides firm, evenly distributed clamping pressure over the entire surface regardless of the material you’re laminating. This allows a wider range and combination of materials as well as a superior bond between the materials. It’s superior to mechanical clamping or stapling, which applies pressure only to concentrated areas, can damage fragile core materials, may not provide enough pressure to bond in some areas, and may require additional adhesive to bridge gaps.
Results in thinner, more consistent glue lines and fewer voids thanks to uniform clamping pressure across the laminate. Because atmospheric pressure is continuous, it evenly presses on the joint as the adhesive spreads evenly within.
Lets you control epoxy content and removes excess adhesive from the laminate, resulting in higher fiber-to-epoxy ratios. This translates into higher strength-to-weight ratios and cost savings.
Allows for using a greater variety in molds and creating custom shapes. With vacuum bagging, the atmosphere pushes down on the top of the envelope and pushes up equally on the bottom of the envelope or mold. Since atmospheric pressure provides equal and even clamping pressure to the back of the mold, the mold only has to be strong enough to hold the laminate in its desired shape until the epoxy has cured. This means vacuum bag molds can be relatively lightweight and easy to build.
All of the materials in the laminate are wet out and laid up at the same time, which means vacuum bagging lets you complete the laminating process in one efficient operation. Learn more about laminating in
Using This Technology
We’ll provide the basics of vacuum bagging here. It’s a good idea to experiment with design and materials before committing a lot of time and materials to your finished part. We hope this information gives you the tools to expand your building capabilities, explore this technology, and improve your techniques.
Vacuum bagging equipment
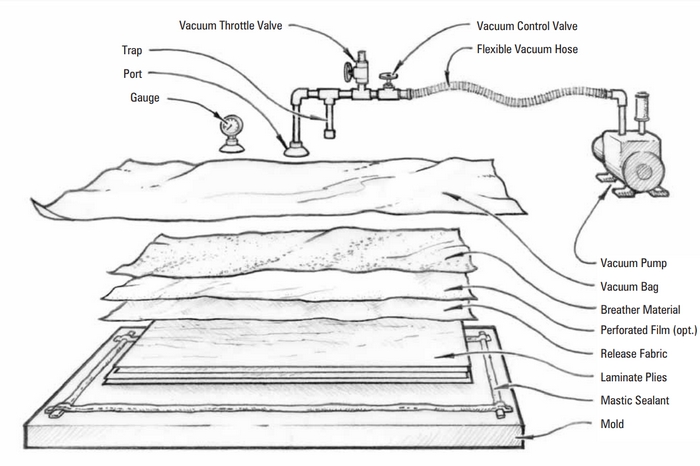
The vacuum bagging system consists of the airtight clamping envelope and a method for removing air from the envelope until the epoxy cures. Molds and mold building are addressed later.
Typical components of a vacuum bagging system.
Pump Selection
The size and shape of the mold and type and quantity of the material being laminated will determine the minimum pump requirements. If you are laminating flat panels consisting of a few layers of glass, flat veneers or a core material, 5″ or 6″ Hg (2.5–3 psi) vacuum pressure will provide enough clamping pressure for a good bond between all of the layers.
If the area of the panel is limited to a few square feet, a 1 or 2 CFM pump will provide adequate clamping pressure. As the panel area increases, the CFM requirement increases proportionately. A displacement of 3.5 CFM may be adequate for up to a 14′ panel. For larger jobs, a pump with a displacement of 10 CFM or more may be required.
Poor seals in the plumbing system or envelope, or materials that allow air leakage, will require a larger capacity pump to maintain satisfactory vacuum pressure. The more airtight the system, the smaller the pump you’ll need. A higher “Hg maximum” rated pump will be required if you need more clamping pressure to force laminations to conform to a more complex mold shape. Curved or compounded mold shapes and/or laminations of many layers of stiff veneers or core materials may require at least a 20″–28″ Hg vacuum to provide an adequate clamping force.
Again, if the panel size is limited to a few square feet, a 1 or 2 CFM pump with a high “Hg rating” will work, if the envelope is airtight. However, a very large panel may take a minimum of 10 CFM pump to reach and maintain enough clamping force to press all of the laminate layers to the mold shape and produce consistent glue lines throughout the laminate.
Generally, the best pump for a specific vacuum bagging operation will have the largest air moving capacity for the vacuum/clamping pressure required while operating at a reasonable horsepower.
Pump Types
Vacuum pump types include piston, rotary vane, turbine, diaphragm, and venturi. They may be either positive displacement or non-positive displacement.
Vacuum Bagging Materials
Completing the vacuum system for processing laminates calls for a variety of materials.
The Plumbing System
The plumbing system provides an airtight passage from the vacuum envelope to the vacuum pump, allowing the pump to remove air from and reduce air pressure in the envelope. A basic system consists of a flexible hose or rigid pipe, a trap, and a port that connects the pipe to the envelope. A more versatile system includes a control valve and a vacuum throttle valve that allow you to control the vacuum pressure in the envelope. A system is often split to provide several ports on large laminations. Or it may include a manifold within the envelope to help channel air to a single port.
Mold Release
This is essential for preventing the epoxy from sticking to the mold when laminating a part. When choosing a mold release agent, consider the mold material and characteristics you want in the finished part. Carnauba paste wax is the most common. Apply up to five layers for new molds and at least one layer before each new part is molded.
It is also a good idea to add PVA (polyvinyl alcohol) over the five coats of wax on a new mold to help prevent sticking. Fine detail and gloss level are obtained with the use of paste wax, but it can be difficult to buff anything with a textured surface.
For new molds, use a sealer and a release agent to provide the best results. Fine detail and gloss level are obtained as well as texture. Buffing the mold to remove excess release agents is not usually necessary.
Many different manufacturers offer semi-permanent liquid release systems. These are much easier to apply than paste wax, and one application will withstand multiple uses of the treated mold.
General contaminants are another type of mold release agent. These range from grease or petroleum jelly to toilet bowl wax, hair spray, hair gel, or even clear packaging tape. You may use these on rough or porous surfaces where detail, gloss, and texture are not important in the final part. While not the prettiest, these release agents are quick, cheap, and readily available.
Special Considerations
Every combination of molds, laminate ply schedule and vacuum bagging method presents a different set of considerations. These are the most common special considerations.
Bridging
Narrow molds, deep molds, or molds with sharp inside corners can create a problem called bridging. Bridging occurs when any of the composite material or vacuum bagging materials are too short for the mold or too stiff to drape completely into a narrow part of the mold or into a sharp inside corner. A fabric ply or the vacuum bag may be cut too short and “bridge” across a narrow part of the mold when the vacuum is applied. A wood veneer or foam core may not bend enough to contact the inside of a small radius in a mold. Bridging results in a void in the laminate.
Preventing bridging
Cut all of the laminate and vacuum bagging material large enough to drape into all parts of the mold.
When placing laminate into the mold, push each layer tight against the mold.
Pound rigid wood veneer or core into tight inside corners with a padded block as the vacuum is applied.
Place overlapping joints of the laminate and vacuum bag material (not the vacuum bag itself) at the inside corner. This allows the ends of the material to slide into the corner as vacuum pressure is applied.
Controlling fiber-to-epoxy ratio
The fibers in a laminate contribute to its strength more than the epoxy. To achieve the greatest strength with the lowest weight, take steps to reduce the ratio of epoxy to structural fabric (up to a point, of course). A typical wet lay-up, without vacuum bagging, is limited to about a 50:50 fiber-to-epoxy ratio. Vacuum bagging compacts the laminate so fibers are thoroughly wet out for a fiber-to-epoxy ratio as high as 65:35.
Fiber-to-epoxy ratio is affected by:
Vacuum pressure
Epoxy viscosity
Epoxy cure time (time under vacuum, before gelation)
Perforated film pattern and hole size
High vacuum pressure results in greater compaction of the laminate but may draw too much epoxy out of the laminate and into the absorbent breather fabric, especially if you are using a low-viscosity epoxy with a long open time. Perforated film restricts the flow of epoxy out of the laminate and allows you to use higher vacuum pressure, achieve greater laminate compaction, and reduce the weight of the composite. Perforated film is available in various hole sizes and patterns. You will need to experiment to determine the right combination of perforated film, vacuum pressure, epoxy viscosity, and cure time for a particular laminate. For small projects, you can perforate film yourself by puncturing thin plastic drop cloth or polyethylene film with holes in a grid pattern between 3/8″ and 2″ apart.
Suggested Uses
Laminating
Composite Part Building
Molded Composites
Related Products
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.