Jump to topic
Dispensing, Measuring & Mixing
Preparing Surfaces for Adhesion
Dispensing, Measuring & Mixing
Epoxy Resin and Hardener
Careful measuring and thorough mixing of epoxy resin and hardener are essential for epoxy to cure properly. Check the hardener label or the technical data sheet for the correct mix ratio of resin to hardener. Whether you’re applying the epoxy mixture to wet out fiberglass, as a coating or a casting, the following steps will ensure a controlled and thorough chemical transition to a high-strength epoxy solid.
If this is your first time using an Entropy Resins epoxy product, begin with a small test batch to get a feel for the mixing and curing process before applying epoxy to your project. This way, you’ll get a good understanding of the epoxy’s open (or workable) time for the temperature you’re working in, and ensure that you’re properly metering the resin and hardener ratio. Mix small batches until you’re confident of the mixture’s handling characteristics, and because epoxy kicks off faster in larger, contained batches. It’s also a good idea to review epoxy safety protocols.
Dispensing Resin and hardener
Dispense the correct proportions of resin and hardener into a clean plastic, metal, or wax-free paper container. Don’t use glass or foam containers because of the danger of exothermic heat buildup. Do not attempt to adjust the epoxy cure time by altering the mix ratio. An accurate ratio is essential for epoxy to fully cure and develop its physical properties.
Dispensing with Pumps
Resin and hardener dispensed at the wrong ratio is the source of most cure-related problems. To simplify dispensing and reduce the possibility of errors, use Entropy Pumps to meter the correct ratio of resin to hardener.
Pump two full pump strokes of resin for each full pump stroke of hardener. Depress each pump head fully and allow the head to rise completely back to the top before beginning the next stroke. Partial strokes will give the wrong ratio. Read the pump instructions before using the pumps.
Before you use the first pump-dispensed mixture on a project, verify the pumps are delivering the correct ratio by following the calibration process on the pump instructions. Recheck the ratio anytime you experience problems with curing.
Measuring by Weight or Volume
When not using pumps, you’ll need to measure Entropy resins and hardeners by weight or volume to achieve the correct ratio of 2-parts resin to 1-part hardener.
Volume
To achieve the correct 2:1 mix ratio by volume, simply measure out 2 parts resin to 1 part hardener before mixing the components.
Weight
The exact weight measurement for these ratios is slightly different from the volume ratio due to resin and hardener density. See the hardener label or technical data sheet for the weight ratio of the resin and hardener combination you’re working with, and use a scale to measure the desired weight. Datasheets can be found in the “PDF” tab on each product’s description page on this website.
Mixing Resin and Hardener
Using a stir stick, blend properly metered resin and hardener for at least one full minute. Be sure to scrape the sides of the mixing container.
Epoxy Cure Stages
Mixing epoxy resin with a hardener begins a chemical reaction that transforms the combined liquid ingredients into a solid. This period of transformation is the cure time. As it cures, epoxy passes from the liquid state, through a gel state, before it reaches a solid-state (Figure 1).
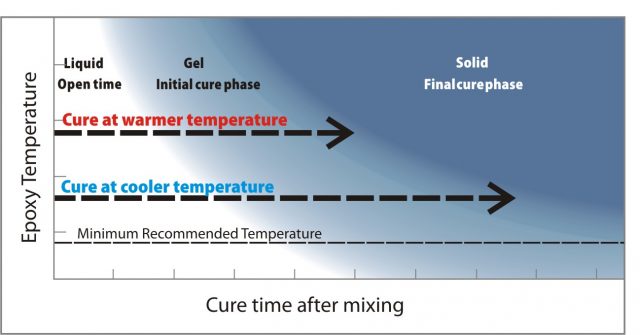
Liquid―Open Time
This phase is also called working time or wet lay-up time. It is the portion of the cure time, after mixing, that the epoxy mixture remains a liquid and is workable. Do all assembly and clamping during the open time to ensure a dependable bond.
Gel—Initial Cure Phase
The epoxy passes into an initial cure phase when it begins to gel, or “kick-off.” The epoxy is no longer workable and will progress from a tacky, gel consistency to the firmness of hard rubber, which you will be able to dent with your thumbnail. The mixture will become tack-free about midway through the initial cure phase. While the epoxy is still tacky, about the tackiness of masking tape, you may still bond to or recoat the surface without surface preparation as the two layers will form a primary (chemical) bond. However, be sure it’s at the proper tackiness as the potential for a chemical bond diminishes as the mixture approaches the final cure phase.
Solid—Final Cure Phase
The epoxy resin and hardener mixture has cured to a solid-state and you can dry sand it. You will no longer be able to dent it with your thumbnail. At this point, the epoxy has reached most of its ultimate strength, so it’s fine to remove any clamps. A new application of epoxy will no longer be able to form a chemical (or primary) bond with it. Before applying more epoxy, you must clean, dry, and sand the surface to facilitate a good secondary (mechanical) bond. See Surface Preparation for details. The mixture will continue to cure for the next several days to two weeks at room temperature (77°F or 22°C), becoming an inert plastic solid.
Epoxy Temperature and Curing
The warmer the temperature of curing epoxy, the faster it cures. Three things contribute to epoxy’s temperature:
- The general surrounding temperature of your work area, or ambient temperature.
- The temperature of the surface you’ve applied the epoxy to is also a part of ambient temperature.
- The heat the epoxy generates as it cures, or exothermic heat.
To adapt to warmer temperatures, use a slower hardener to increase or maintain your open time. You can also mix smaller batches and use them up quickly. Or pour the epoxy mixture into a container with a greater surface area (such as a roller pan) to allow exothermic heat to dissipate, extending open time. The sooner the mixture is transferred or applied (after thorough mixing), the longer the mixture’s available open time for coating, lay-up, or assembly.
In cool conditions, use a faster hardener or use supplemental heat to raise the epoxy temperature above the hardener’s minimum recommended application temperature. Use a hot air gun, a heat lamp, or another heat source to warm the resin – before mixing or after the epoxy is applied. Do not heat hardeners prior to mixing with resins. You can speed the epoxy cure time by applying supplemental heat to the curing epoxy.
Notes
- Unvented kerosene or propane heater can inhibit the cure of epoxy and contaminate epoxy surfaces with unburned hydrocarbons.
- Entropy CPM Compression Molding epoxy formulations require a minimum elevated cure temperature of 150°F (65°C) to achieve a proper cure and optimal mechanical properties. Review the instructions for CPM before use.
How Volume Affects Exothermic Reactions
Epoxy cures through an exothermic reaction. This means that as the molecules react they generate heat. The amount of heat depends on the thickness of the epoxy mass or the exposed surface area of mixed epoxy. A thicker mass retains more heat, causing a faster reaction and even more heat.
Several inches of mixed epoxy in a confined mass (such as a mixing cup) can generate enough heat to melt a plastic cup, burn your skin or ignite combustible materials if left to stand for its full pot life. Enclosing curing epoxy with foam or other insulating materials can have a similar effect. If uncontrolled, the exothermic heat of the epoxy can also cause the epoxy to start smoking, turn dark yellow/orange, and crack. For these reasons, do not use foam or glass mixing containers or pour the epoxy into confined spaces in thick applications. If you spread the same epoxy quantity into a thin layer, exothermic heat will dissipate. The ambient temperature will determine the epoxy’s cure time. The thicker the layer of curing epoxy, the more exothermic heat will affect it, and the faster it will cure.
If a pot of mixed epoxy begins to exotherm (heat up) out of control, quickly move it outdoors and away from anything flammable. Avoid breathing the fumes. Do not dispose of the mixture until the reaction is complete and has cooled.
It is possible to make thick castings with our Clear Casting Epoxy (CCR). See Casting Epoxy for complete instructions.
Hardener Cure Speed
Each Entropy Resins epoxy product pairs a resin with at least two different speed hardeners. As described above, the open time dictates the time available for mixing, application, smoothing, shaping, assembly, and clamping. Cure time dictates how long you must wait before removing clamps, or before you can sand or go on to the next step in the project. Two factors determine an epoxy mixture’s open time and overall cure time—hardener cure speed and epoxy temperature.
Each hardener has an ideal temperature cure range. At any given temperature above the minimum-use temperature, each resin/hardener combination will go through the same cure stages, but at different rates. Select the hardener that gives you adequate working time for the job you are doing at the temperature and conditions you are working under. Review the technical datasheet for information on pot life and cure time for each system.
Pot life is the amount of time a specific mass of mixed resin and hardener remains a liquid at a specific temperature (a 100g-mass mixture in a standard container, at 77°F or 25°C). Pot life is how we compare the cure speeds of different hardeners. A “fast” hardener in one epoxy formulation may have a much different pot life than a “fast” hardener in another epoxy formulation. Because pot life is a measure of the cure speed of a specific contained mass (volume) of epoxy rather than a thin film, a hardener’s pot life is much shorter than its open time.
Preparing Surfaces for Adhesion
Applying epoxy successfully depends on both the strength of the epoxy and how well it adheres to the surface you’ve applied it to. There are two types of epoxy bonds: primary chemical) bonds and secondary (mechanical) bonds. Except when bonding to uncured or partially cured epoxy surfaces, all epoxy bonds are secondary bonds.
Surface Preparation
For good secondary (mechanical) adhesion, bonding surfaces should be:
- Clean—Bonding surfaces must be free of any contaminants such as grease, oil, wax, or mold release. Clean contaminated surfaces with lacquer thinner, acetone, isopropyl alcohol, or another appropriate solvent. Most foams will be damaged by solvent, so water may be the best option for foam. Wipe the surface with white paper towels before the solvent dries. We recommend paper towels because rags may contain contaminants such as detergent or fabric softeners that solvents will transfer to the surface. Shop Clean surfaces before sanding to avoid sanding the contaminant into the surface. Follow all safety precautions when working with solvents.
- Dry—All bonding surfaces must be as dry as possible for good adhesion. If necessary, accelerate drying by warming the bonding surface with a heat gun, hairdryer, or heat lamp. Use fans to move the air in confined or enclosed spaces. Watch for condensation when working outdoors or whenever the temperature of the work environment changes.
- Sanded—Sand bonding surfaces to thoroughly abrade them. 80-grit aluminum oxide paper will provide a good texture for the epoxy to “key” into. Be sure the surface you’re bonding to is solid. Remove any flaking, chalking, blistering, or old coating before sanding. Remove all dust after sanding. Use a vacuum, or a microfiber cloth slightly damp with water to remove any sanding dust. Allow wet surfaces to air dry thoroughly or use heat or a fan to speed drying.
Primary (Chemical) Bonds
Primary, or chemical, bonds occur when you apply fresh epoxy over partially cured epoxy. Primary bonding relies on the chemical bonding of epoxy layers where resin and hardener molecules from the previous layer are still reacting and can therefore chemically react with the next epoxy layer. This allows all the epoxy layers to cure together and fuse into a single layer.No surface prep is needed when applying fresh epoxy over partially cured epoxy. But after an epoxy application cures, the window for chemical linking closes. At this point, you’ll need to prepare the surface for subsequent epoxy coats.
Secondary (Mechanical) Bonds
Secondary, or mechanical, bonds occur when you first apply epoxy to a substrate, or when you are applying subsequent coats over an epoxy coating that has fully cured. Secondary bonds rely on the epoxy’s ability to “key” into pores or scratches on the surface so these bonds are mechanical in nature.
When you properly prepare the surface for a secondary (mechanical) bond, it will be clean and textured. This allows for good adhesion.
The following three steps of surface preparation are a critical part of any secondary (mechanical) bonding operation.
Preventing Adhesion
Sometimes you don’t want the epoxy to bond to a certain surface, such as a mold surface. Materials/substrates the epoxy does not adhere to are: clear cellophane tape, thin plastic film 3 to 5 mils, polyethylene plastic, and polypropylene plastic. You can also use mold release agents like paste wax, chemical release, and PVA (polyvinyl alcohol) to prevent bonding. To verify that the epoxy will release from the surface, we recommend trying it on a test piece/area.
Removing Amine Blush
Amine blush is a by-product of the epoxy curing process. This wax-like film may start to form during the tack-free stage of the initial cure phase. The blush is water-soluble and easy to remove but can clog sandpaper and inhibit subsequent bonding if not removed.
Simply wash the surface with clean water and an abrasive pad. We recommend 3-M Scotch-Brite™ 7447 General Purpose Hand Pads. Dry the surface with plain white paper towels to remove the dissolved blush before it dries on the surface. After you wash it with the abrasive pad, the surface should appear dull. Sand any remaining glossy areas with 80-grit sandpaper. Wet-sanding will also remove the amine blush.
Final Finish Topcoats
The most important thing to consider when choosing a finish coating is protecting the epoxy from sunlight. Long-term UV protection depends on how well the finish coating itself retains its UV filters or pigments over the epoxy coating. A high-gloss finish reflects a higher proportion of the light hitting the surface than a dull surface. All other things being equal, a white (especially a glossy white) coating will last the longest.
Some of our Entropy systems, including BRT, CLR, and CCR, have UV stabilizers to help retain gloss and clarity. However, for best long-term stability we recommend applying a UV stable topcoat over them. Our other systems require a UV top coat to resist degradation from the sun.
Coating Compatibility: Most types of coatings are compatible with epoxy. Thoroughly cured epoxy is an almost completely inert, hard plastic. Most paint solvents will not soften, swell, or react with it. Epoxy amines can affect one-part polyurethanes and polyester gel coats. If you’re using these, apply them after the epoxy is thoroughly cured, generally after two weeks at room temperature, and after removing amine blush.
Elevated temperature post-curing will achieve a thorough cure much quicker. Post curing can also improve epoxy’s thermal properties and is recommended if you plan to apply dark paint over epoxy.
Finish Coating Types
- Two-part linear polyurethane (LP) paints offer the most durable protection available. LPs are available as pigmented or clear coatings and offer excellent UV protection, gloss retention, abrasion resistance, plus compatibility with epoxy. However, compared to other types of coatings, they are expensive, require more skill to apply, and present a greater health hazard, especially when sprayed.
- Epoxy paints are available in one-part and two-part versions. Two-part epoxies offer many characteristics similar to higher-performance polyurethanes. They are durable and chemical resistant but offer limited UV protection compared to linear polyurethanes.
- One-part polyurethanes offer easy application, clean-up, and better UV resistance than alkyds. Be sure epoxy has cured thoroughly. Make a test panel to ensure compatibility.
- Alkyd finishes—enamel, alkyd enamel, marine enamel, acrylic enamel, alkyd modified epoxy, traditional varnish, and spar varnish—offer ease of application, low cost, low toxicity, and easy availability. Their disadvantages are low UV resistance and low abrasion resistance. Make a test panel to ensure compatibility.
- Latex paints are largely compatible with epoxy, and they do an adequate job of protecting the epoxy coating from UV degradation.